Erik Levin asked:
> A question ...):
> What is the nominal thread for attachment of the pad? I have a couple
> examples that all are in the ballpark of 0.810"-12, or 0.810"-11-1/2,
> or.... The less than three complete threads do not give a good measure,
> and the originals that I have are rough enough that all measure between
> 11-1/2 and 12 pitch using traveling microscope and parallel wires.
> My objective is to make ... replacement pads will be in wood, being off
> will lead to eventual failure, even with only 2-1/2 threads engaged.
There is one ideal way of doing this, and that is to make a plaster
cast of the male threads on the remaining (?) quill (s) and then to find
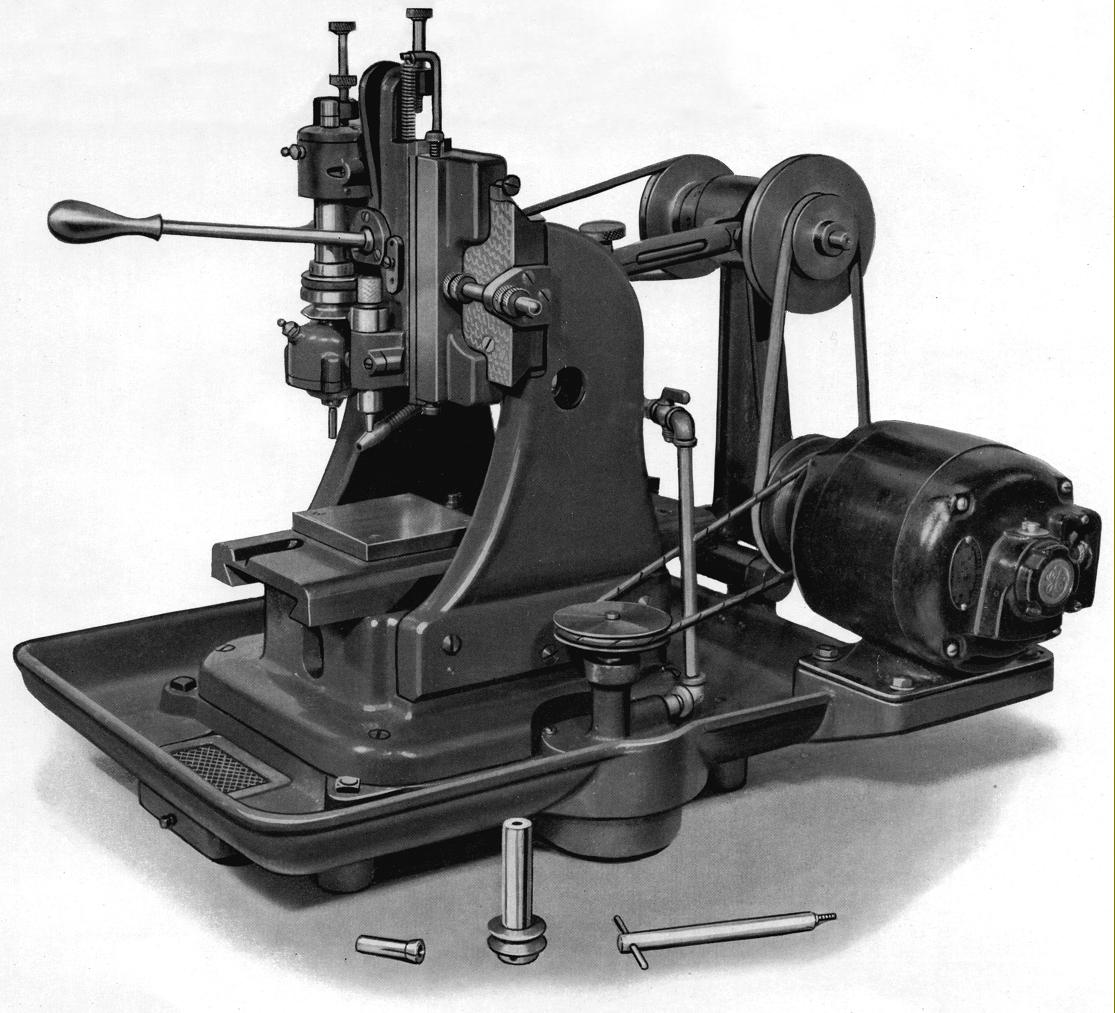
a Wade Bench Profiling Machine:
>> http://www.lathes.co.uk/wade-bench-profiler/img0.jpg
I have the all-apart original made by the American Watch Tool Company
which I got from Phil Lathrop many years ago, and for which I now have
an incentive to get it up and running. There is one severely bent lever
which I can replicate, rather than try to straighten, which is doomed
to failure unless I first make a replacement. Not any time soon, though.
The bench profiler works with a stylus or follower that is kept against
a model part by said lever, which controls the travels of a cutter in
the main spindle with a one-to-one lever arrangement. Alas, it does not
do mirror images ... hence the need for a plaster cast. The cutter and
follower each need a vee shape just like the thread profile, which ought
to be easy to find or make.
The bench profiler was mainly used to make a great many copies of the
frames of pocket watches, and one could shape the basic profile as well
as spot all the holes to be later drilled & tapped, for screws or
jewels.
One might cobble together a wooden model of such a machine with a high
speed grinder as the prime mover ... or build an auxiliary spindle for
a lathe driven one-to-one by equal size pulleys and a Vee belt, and then
use a follower coupled stiffly to said high speed grinder.
The follower will be pressed against the front side of the quill's male
thread, while the cutter will bear against the rear side of the female
thread-in-waiting, using the cross-feed slide (without any feed screw)
to serve as the rigid coupler. The lathe must turn very slowly while
the operator's left hand traverses the carriage and the right hand keeps
the follower in contact with the male thread.
For a right hand thread with the spindles turning counterclockwise, both
threads travel right-to-left, but it's the front side of the male thread
and the rear side of the female thread. However, the opposite sides of
both move the same way ... so the threads will have the same hand. Whew.
George Langford, cutting & running in SE PA
|
{kind=link}